 |
|
�aƷԔ����B��ʽ���a�nj��FJIT���a��B�ĸ���;���ͷ�����JIT���a��B����ʽ���a�����Ŀ�ˡ������f��JIT���F�ˣ��t�������aҲ�������F�ˡ�
���н�������ԃ��˾�l�F����ʽ���a���F����������a�r�g߀���ڲ�һ�¡��@�ӵ���ʽ���a�����ڴ��ڸ��������a�r�g������Ȼ����̓�M�ɽM���a��Ԫ�д��� �������������桢�ˆT���������⡢�O��ؓ�ɲ�����ȣ��������a��Ŀ��߀���������_����
��ʽ���a����ˌ����a�����Ʒ�N����������Ҫ�����ǣ����a�ı���r�g���}����ʽ���a�в��ܺܺý�Q��Ҫ�_��������JIT--���ڱ���ĕr�H������Ĕ��������a������ĮaƷ������Ҫ����ʽ���a�Ļ��A���M�����a���⻯���@�����⻯����ʽ���A�ġ���JIT��Ŀ�˵����a�M�����⻯���҂��Q��JIT���a���⡣
JIT���a������̓�M�ɽM���a��Ԫ�еĸ��������a�r�g(�������I�D�Q�r�g�ͼӹ��r�g)���⻯�����Ŀ�ˣ�������̓�M�ɽM���a��Ԫ�����a���Ľ��͞鲻�����Ƶĸ���Ŀ�ˣ��M�бM�ƱM�������Դˁ��������a�������B�~�M��
1��̓�M�ɽM���a��Ԫ�и��������a�r�g���⻯�������ׂ������M�У�
���{��Ͷ���M������ķN����������ʹ�ø���������a�r�g��͡����ԃ����{��Ͷ���M�е�����Ĕ���������{����ͬ����ڲ�ͬ�����Ͷ�a����ٴο���ȡ������ķN�
�� Ͷ���M֮�g���{����2��Ͷ���M֮�g��������Ը������a�r�g���⻯��Ҫ�M���{�Q��2��Ͷ���M��ǰ��Ͷ�a���Ҳ�����M���{�Q��
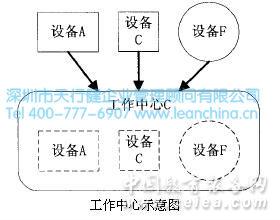
�� ��̓�M�ɽM���a��Ԫ�У����빤�����ĵĸ�����D��ʾ���m������̓�M�ɽM���a��Ԫ�����ϻ�ֽ����a����ƥ�������O�䣬�M��������D�еĹ������ġ����ڹ����g���a�r�g��e�^��Ć��}���������ĕ����^�õĽ�QЧ����
�� �ڮ�ǰ̓�M�ɽM���a��Ԫ�У�����o�����M�����a�r�g�ľ��⻯�����Ժ�����̓�M�ɽM���a��Ԫ��ͬ�M���{���������_������̓�M�ɽM���a��Ԫ�Ȳ������a�r�g���⻯��
�����ׂ���������a�r�g���⻯�У�
�� ���ڿ��Կ����^����ģ�
�ܿ��Կ������^����ģ�
���ǽ����^�ͺ��^֮�g�ġ�
�ɴˌ��F��̓�M�ɽM���a��Ԫ�и��������a�r�g���⻯��Ҳ�͌��F��JIT���a����(��Ȼ�����`�^�̽^������)�����@�ӵ����a�M����B���F���Ǵ������a����µ��^��ˮƽ�ġ�����ˮ����Ҳ�ͳʬF�����ˡ�
2������̓�M�ɽM���a��Ԫ�����a���ģ��Ǿ������a���ߌӴε���
��Ͷ���M������ǰ���£��M�����µ��{�����܉�̓�M�ɽM���a��Ԫ�и���������a�r�g��Ҳ�ͽ�����ԓ��Ԫ�����a����(�������e��һЩ���������н�������ԃ��˾���h��Ï�ǰ����탞���x����ÿ�N������Ҫ�M��̓�M�ɽM���a��Ԫ�����a�r�g���⻯)��
���ȣ�����ǰͶ���M�m���p������Ĕ�����
��Σ�����ǰͶ���M���m���p�����Ʒ�N�������c����Ͷ���M�M�����Ʒ�N�͔������{����
�ٴΣ��M��̓�M�ɽM���a��Ԫ���{�����Ԇ�Ԫ�����a�r�g���⻯��ǰ�ᣬ�Խ��͆�Ԫ����������a�r�g��Ŀ�ġ�
��֮����̓�M�ɽM���a��Ԫ�нM�������������a�r�g���⡢��Ԫ���IJ��ཱུ�͵���ʽ���a�����܉FJIT�IJ������ơ��@Ҳ���Ǿ������a�ıM�ƱM����
���н�������ԃ��˾
������ 400 777 6907
ԭ��朽ӣ�www.leanchina.cn/jyscglnews/879.html
|
|
| ���T���e�����M���T |
| ����r�g��2014-10-09
|
|

|