





 首頁
首頁SLA 3D打印技術(shù)的基本原理:優(yōu)缺點和局限性
http://www.wandqa.cn2019年11月12日 15:12教育裝備網(wǎng)
SLA3D打印技術(shù)作為3D打印成型的一種方式,因其材料多樣化,價格便宜,已被大眾所接受,在眾多領(lǐng)域得到廣泛的應用。今天,我們將介紹SLA 3D打印技術(shù)的基本原理,一起來了解SLA打印的優(yōu)缺點和局限性。
什么是SLA?
立體光刻(SLA)是一種增材制造工藝,屬于槽光固化家族。在SLA中,模型是通過使用紫外(UV)激光束選擇性地一層一層地固化聚合樹脂而成。SLA中使用的材料是液體光敏熱固性聚合物。
作為第一項3D打印技術(shù),SLA成名很早,其發(fā)明者早在1986年就為這項技術(shù)申請了專利。如果模型需要高精度或光滑表面,SLA是最具性價比的3D打印技術(shù)。當充分了解制造過程的優(yōu)缺點和局限性時,就能打印出最佳效果。
SLA與數(shù)字光處理技術(shù)(DLP)有許多共同點,DLP是另一種槽光固化打印技術(shù)。簡單來說,這兩種技術(shù)可以視為一種技術(shù)。
SLA的工作原理
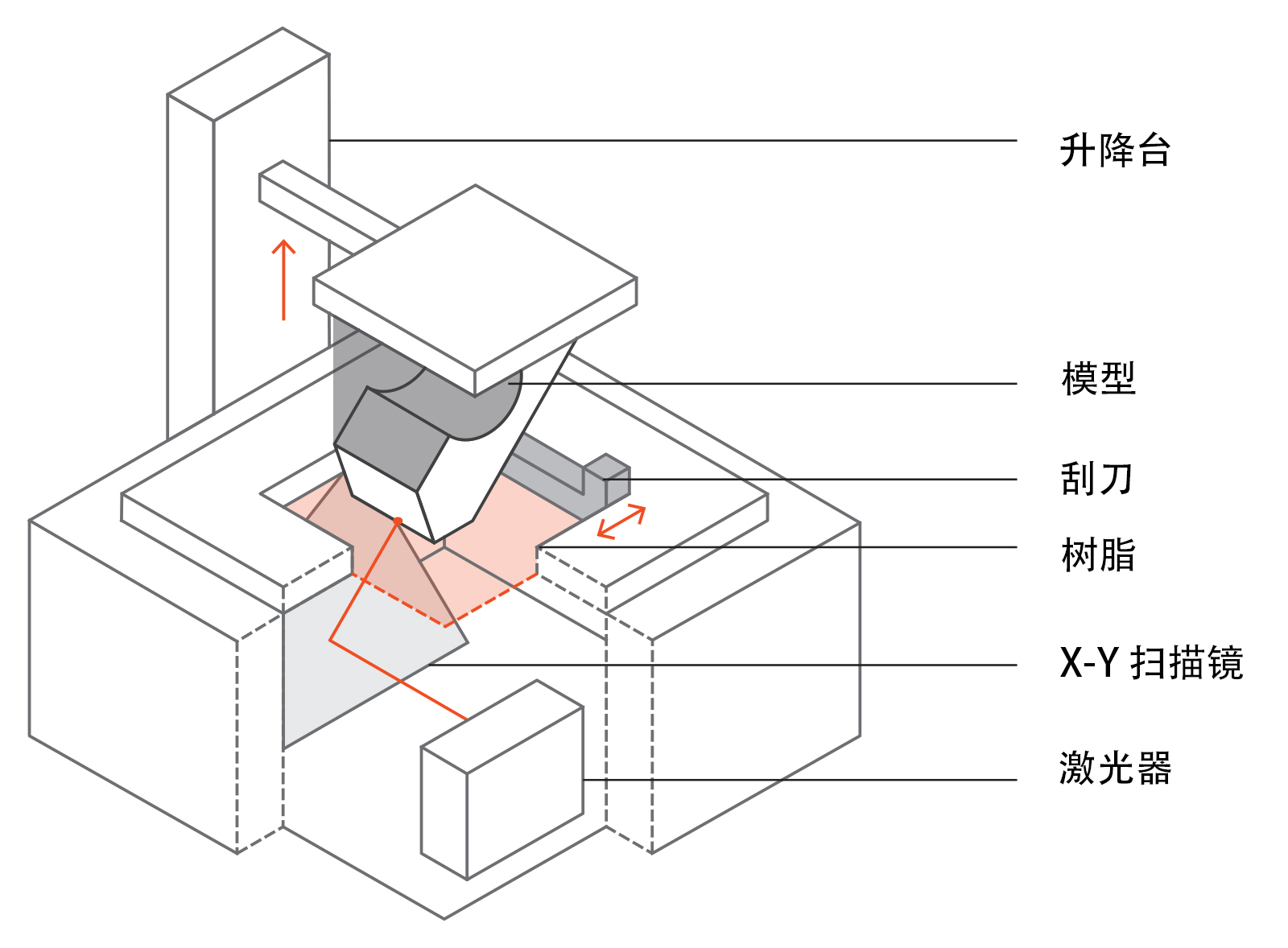
成型平臺固定在液體樹脂槽中,距離液體表面一層的高度。
紫外激光通過選擇性地固化光聚合樹脂,一層層打印。激光束通過一組叫g(shù)alvos的鏡子聚焦在設(shè)定的路徑上。對模型的整個橫截面進行掃描,使打印部分固化。
當一層打印完成后,成型平臺移動到一個安全的距離,刮刀給表面覆上新的一層。重復這個過程,直到模型打印完成。
打印完成后,模型處于柔軟、未完全固化的狀態(tài)。如果需要較高的機械性能和熱性能,就需要在紫外光下進行進一步的后處理。
液體樹脂通過一種稱為光聚合的過程固化:在固化過程中,組成液體樹脂的單體碳鏈被紫外激光作用,變成固體。光聚合的過程是不可逆的,SLA模型無法還原為液態(tài):當加熱時,它們會燃燒而不是熔化。這是因為SLA生產(chǎn)的材料是由熱固性聚合物制成的,而不是FDM使用的熱熔性塑料。
打印機參數(shù)
在SLA系統(tǒng)中,大多數(shù)打印機參數(shù)由制造商固定,不能更改。唯一能自定義的是層高和模型方向(后者決定支撐位置)。
SLA中的層厚度在25到100微米之間。較薄的層厚度可以更精確地捕捉曲線幾何圖形,但會增加打印時間(和成本)以及打印失敗率。100微米的層厚適用于大多數(shù)常見軟件。

打印尺寸是另一個很重要的參數(shù)。打印尺寸取決于SLA機器的類型。有兩種主要的SLA機器類型:下沉式和上拉式。
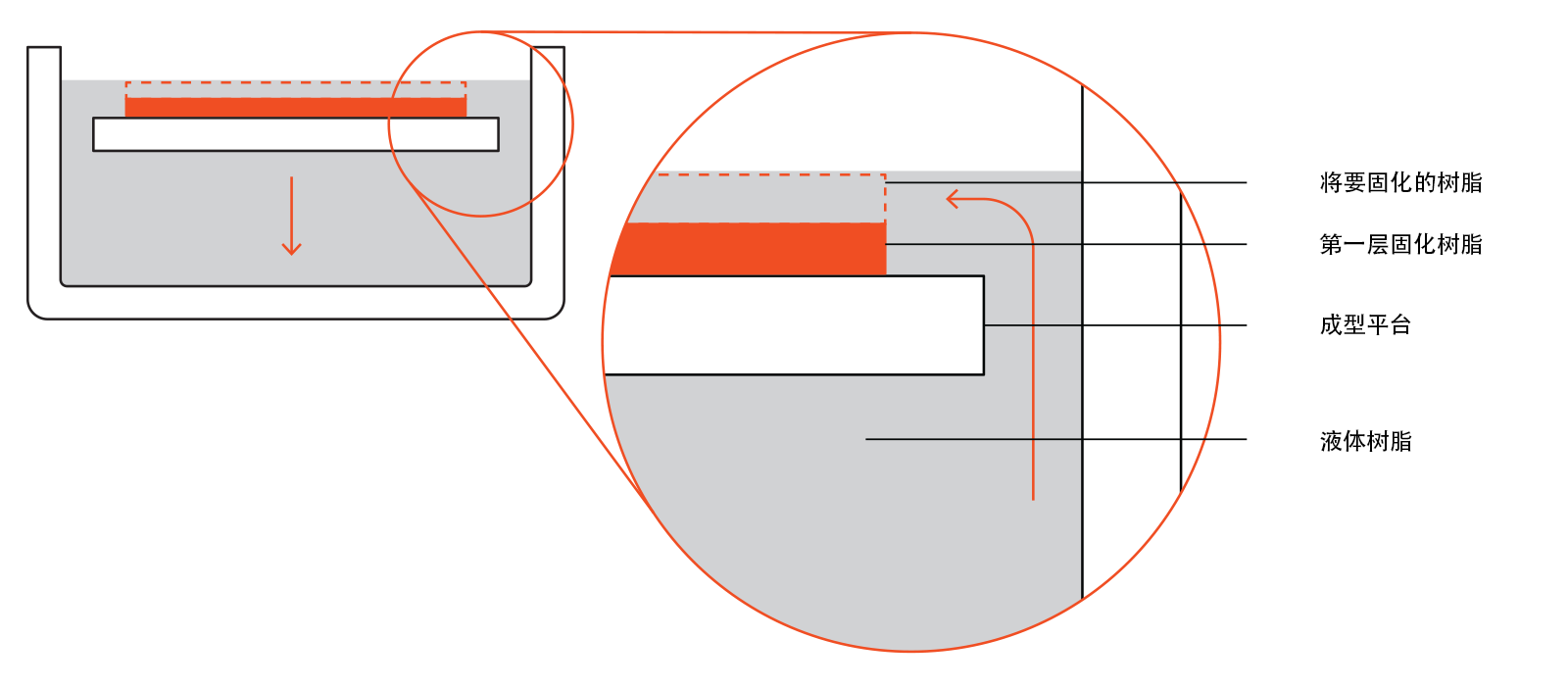
下沉式SLA打印機將激光光源置于料槽上方,模型朝上。成型平臺從樹脂槽的頂部開始,每層成型后向下移動。
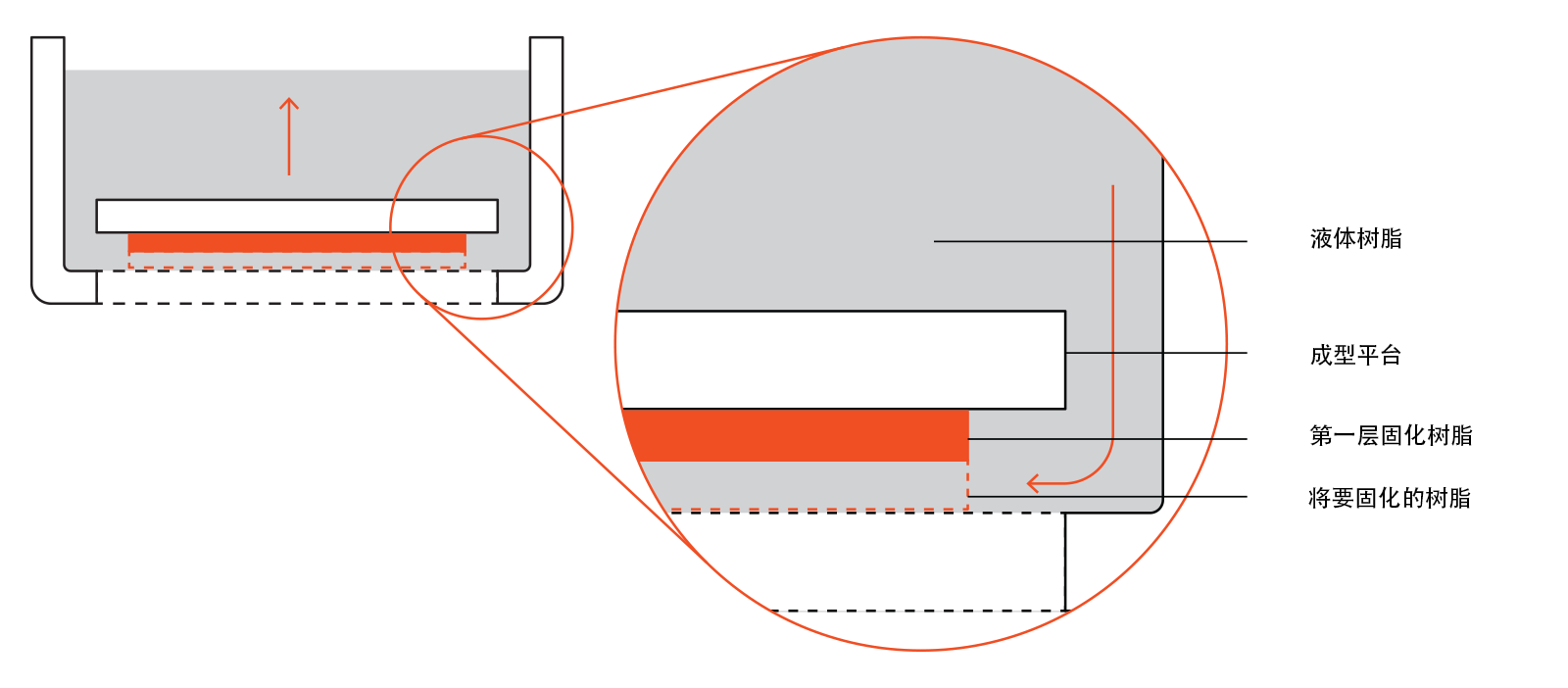
上拉式SLA打印機將光源置于樹脂槽下方,模型向下成型。料槽底部透明,帶有硅酮涂層,涂層讓激光通過,并讓固化樹脂不粘貼在槽底。在每一層成型后,固化的樹脂被從槽底分離出來,隨著成型平臺向上移動。這個步驟就是剝離。
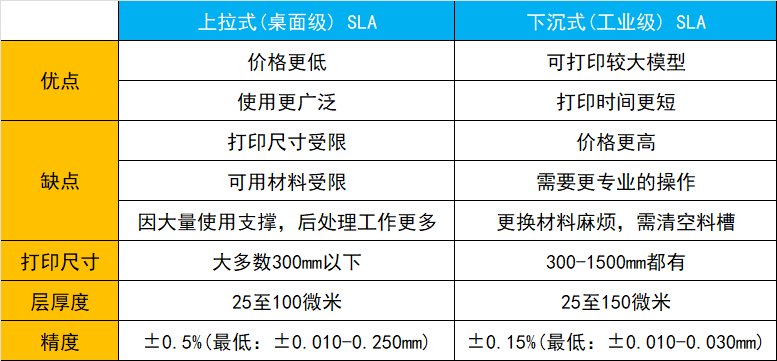
上拉式主要用于桌面級打印機,而下沉式通常用于工業(yè)SLA系統(tǒng)。上拉式SLA打印機更容易生產(chǎn)和操作,但是它們的打印尺寸很受限,因為在剝離過程中的拉力可能會導致打印失敗。而下沉式打印機可以兼容非常大的打印尺寸,精度也不會有很大的偏差,但價格卻很貴。
下表總結(jié)了這兩種方式的主要特點和區(qū)別:
支撐結(jié)構(gòu)
SLA打印始終需要支撐結(jié)構(gòu)。支撐結(jié)構(gòu)采用與模型相同的材料打印,打印后必須手動拆除。模型方向決定了支撐的位置和數(shù)量。合理擺放模型方向,確保美觀度重要的展示面不會接觸到支撐結(jié)構(gòu)。
上拉式和下沉式SLA打印機使用支撐的方式不同:
下沉式SLA打印中,支撐添加類似于FDM。懸空和跨橋需要精準打印(臨界懸空角度通常是30°)。模型可以朝任何方向擺放,但通常是都是平放,以盡量減少支持的數(shù)量和總層數(shù)。
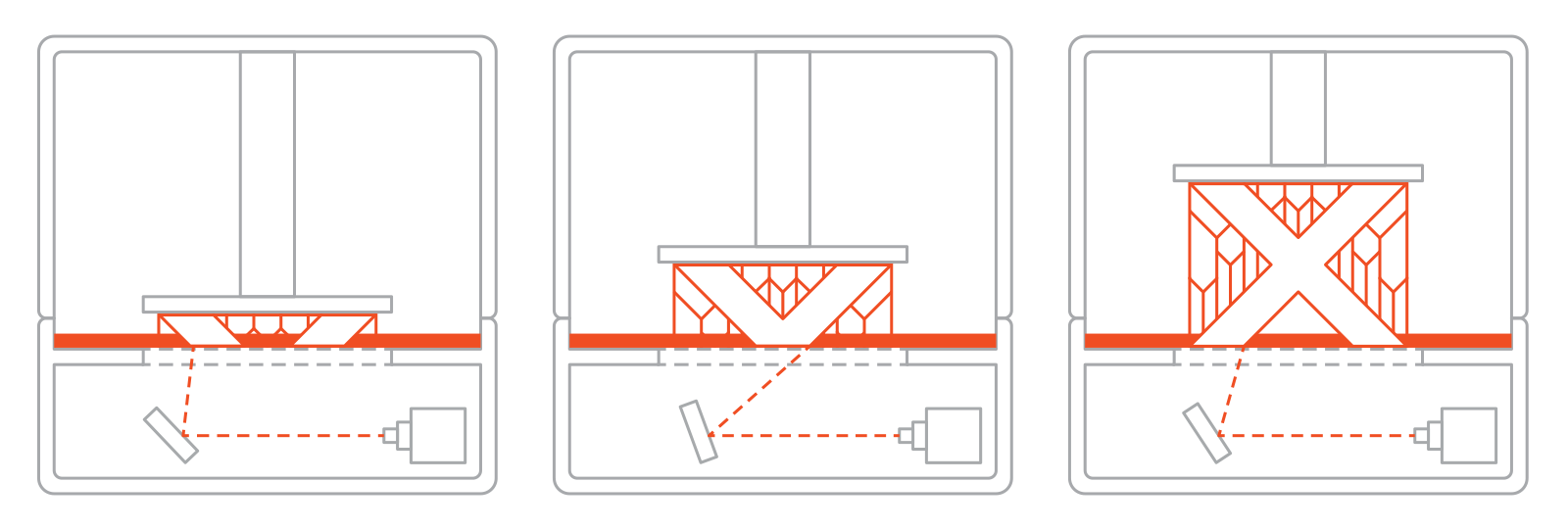
上拉式SLA打印中,情況就要復雜得多。懸空和跨橋仍然需要支撐,但是最小化每一層的橫截面積至關(guān)重要:在剝離過程中施加到模型上的力可能會導致它與成型平臺分離。這些力與每層的橫截面積成正比。因此,模型需面向某一角度,相對而言減不減少支撐,就不是那么重要。
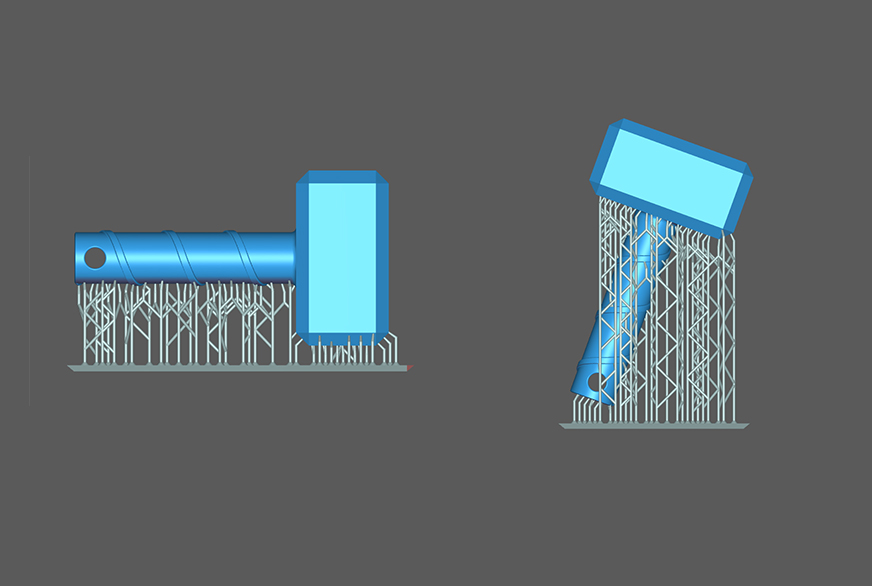
左, 下沉式SLA打印機模型擺放方向(減少支撐)
右,上拉式SLA打印機模型擺放(減小橫截面積)

卷曲
通過SLA打印的模型,可能會有一個很大的問題就是卷曲。卷曲類似于FDM中的翹邊。
在固化過程中,當被打印機的光源照射,樹脂會輕微收縮。當收縮幅度較大時,新層與原凝固材料之間會產(chǎn)生較大的內(nèi)應力,從而導致模型的卷曲。
固化
SLA打印的模型具有等方性的機械性能。這是因為單次紫外激光照射不足以完全固化液體樹脂。隨后激光再次照射,讓之前的固化層凝固到一個非常密集的程度。事實上:
在SLA中,即使打印完成后,固化仍在繼續(xù)。
為了獲得最佳的機械性能,SLA模型必須進行后固化,可以將其置于強光下的固化箱中(有時在高溫下)。這大大提高了SLA零件的硬度和耐溫性,但也使其更易碎。
例如,用SLA桌面級打印機打印的標準透明樹脂模型,在后固化后,抗拉強度幾乎增加了2倍(從38MPa到65MPa),耐溫性也增加了(從42攝氏度到58攝氏度),但斷裂延伸率也幾乎降低到之前的一半(12%到6.2%)。
把模型放在陽光下也會加速固化。但長時間暴露在紫外線下會對SLA模型的物理性能和外觀產(chǎn)生有害影響:可能會卷曲、變得非常脆弱并變色。因此,建議晾曬前噴涂一層透明紫外丙烯酸涂料。
常用的SLA材料
SLA材料為液體樹脂。每升樹脂的價格差別很大,便宜的有50美元左右的標準材料,貴的有400美元以上的特殊材料,如澆注料或牙科樹脂。工業(yè)系統(tǒng)材料選擇比桌面及SLA打印機更廣泛,這就能更好地控制模型的機械性能。
SLA材料(熱固性材料)比FDM或SLS(熱塑性塑料)材料更脆弱,因此SLA模型通常不能用來承受較大負載。當然未來材料的進步可能會改變這一點。
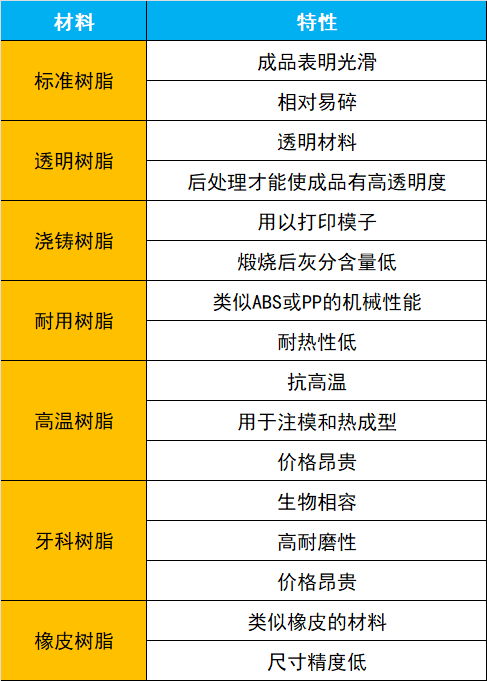
下表總結(jié)了常用樹脂的優(yōu)缺點:
后處理
SLA模型可以通過各種后處理方法,如砂光、拋光、噴涂涂層和使用礦物油等,獲得非常高的品質(zhì)。
透明樹脂外層后處理后的各種效果。從左至右:去除支撐,水磨,防紫外線噴涂,拋光
SLA的優(yōu)勢和限制
SLA的主要優(yōu)缺點概括如下:
SLA可以生產(chǎn)尺寸精度非常高、細節(jié)復雜的零件。
SLA模型表面光潔度高。
SLA能使用特殊的材料,如透明、柔韌、澆鑄樹脂等。
SLA部件通常很脆弱,不適合功能性應用。
當SLA模型暴露在陽光下時,其機械性能和外觀會隨著時間的推移而退化。
始終需要支撐,并且需要后處理來消除支撐留下的印記。
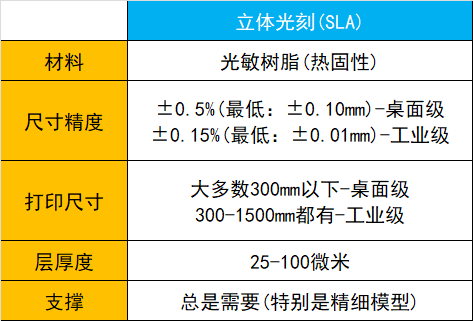
SLA的主要特點總結(jié)如下表:
更多信息請查看企業(yè)專區(qū):http://www.wandqa.cn/cp49375