 |
�� �� �ʣ� 0
�����£�2015-11-11
�P ע �ȣ�1996
���a��I���Ϻ�������ӿƼ�����˾
|
|
|
 �c��Iϵ�rՈ��֪ԓ��Ϣ���Խ����b��W�� �c��Iϵ�rՈ��֪ԓ��Ϣ���Խ����b��W�� |
|
|
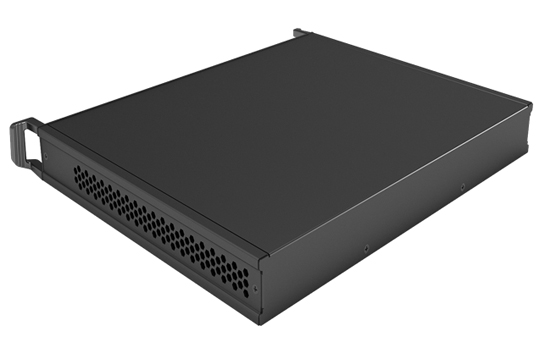
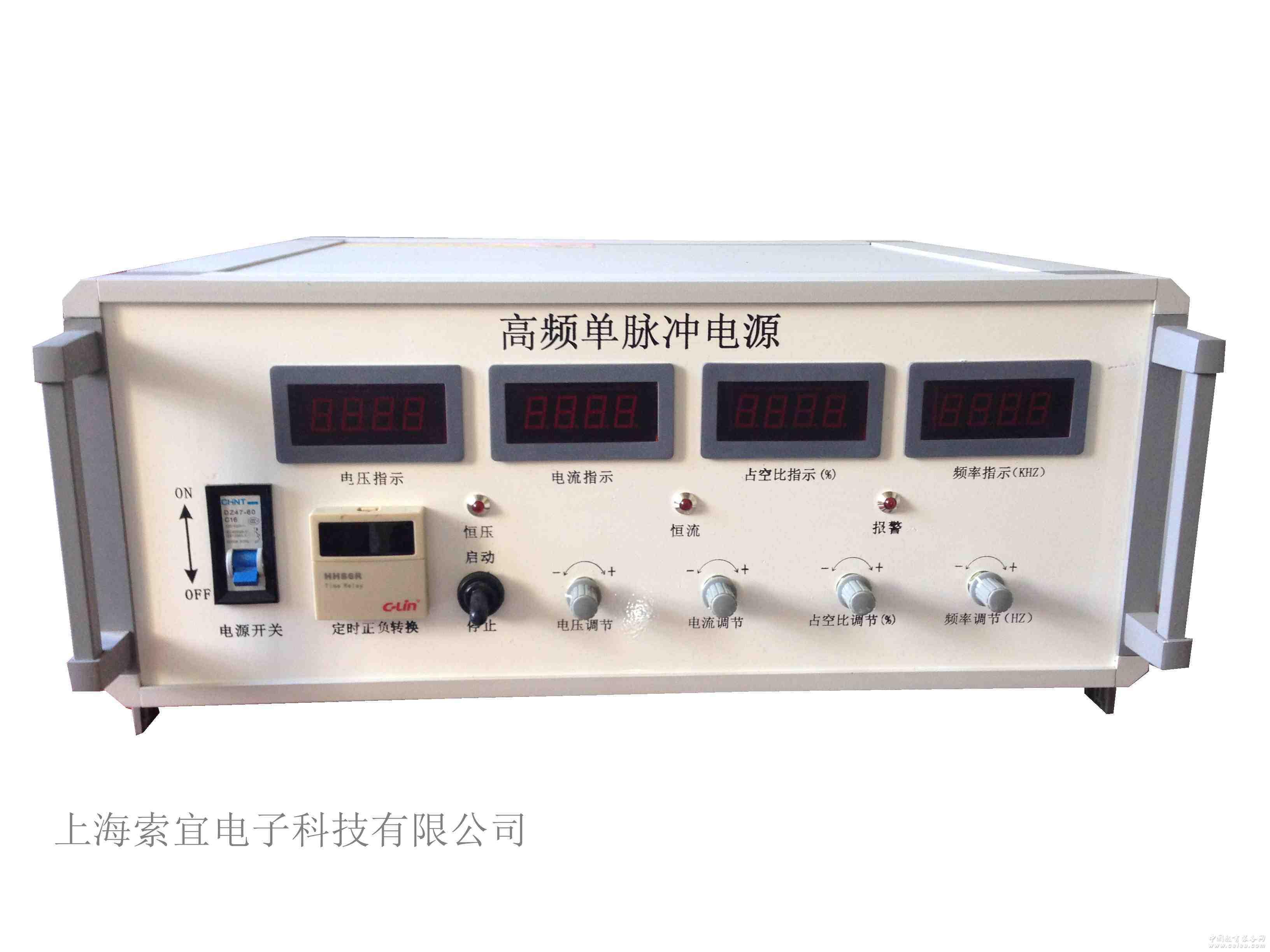
�aƷԔ����B�}�_�Դ����
���F�}�_�Դ�ķ�ʽ�кܶ࣬���w�Y�������¿ɷ֞����N��һ�N�����Ã���Ԫ������L,C�ij��늌��F�}�_ݔ����һ�N��������׃��ֱ���׃�����}�_ݔ���������N������ֱ���ز�ԭ��ݔ���}�_늉���
���^���ԣ����ܷ�늷��Y�����Σ��ܫ@�ø߉�խ�}�_�����}�_���β����ƣ��}�_���������{������׃���������_�P�ܽ�ֱ����D�Q��һ���l�ʵ��}�_���@�N�·�ĽY���^����s�����ڲ����˸��l׃����ʹ���w�e��������Ч�ʾ�������ߣ�������ȱ�c�����}�_�ķ��ȡ��l�ʡ�ռ�ձȲ����{���� �ز�����ֱ���h���c�}�_��̖�a���h���_�������}�_���������{�����}�_���κá������F�Ԅӿ��Ƶȃ��c���}�_�Դ�����ИI
늼ӹ��ИI������늻��W�ӹ��ܽ�ꖘO늘O�M�е�ȥ���Լӹ���һ�����ڼӹ�Ӳ���^�ߵĹ��������늻ӹ�Ч�ʺ���ߺܶ࣬����һ�N���d�ļӹ���ˇ��
���ИI���}�_�Դ���}�_���^���У��������ͨ�r���}�_(��ֵ)����ஔ����ֱͨ������Ďױ�������ʮ���������@��˲�r������ܶ�ʹ�����x���ژO�ߵ��^�λ��߀ԭ���Ķ�ʹ���e�Ӿ���׃����������P���r��ꎘO�^��������x���ֻ֏͵���ʼ��ȣ����O���������@������һ���}�_ͬ���^�mʹ�øߵ��}�_(��ֵ)����ܶȣ�ͬ�r�P���ڃ�߀���Ќ����e���������ؽY������Ó���ȬF���@�ӵ��^��ͬ���Ե�؞���������^�̵�ʼĩ�������������ęC�혋�����}�_�僵������ԭ�������`�C�����}�_�Դ�ڼ����Y��������僌��������W���ܣ����s�F�ؽ��ٵȷ���Ȃ��yֱ�����������ɱȔM�ă�Խ�ԡ�
늒���ȥë���ИI��늒����ȥë���ИI֮���ԑ����}�_�Դ����Ҫԭ��������ֱͨ���Դ�o�����������ǒ����ȥë�̣�ʹ�Æ��}�_�Դ�ĕr���}�_�P���r�g�����ڹ����������Һ֮�g��һ�����߀ԭ���^�̣��������O�������������ǒ��⡣��ᘌ����Ĺ���̎��һ������p�}�_�ԴЧ�����á�
�����ИI��һһ��B��Ԕ��Ո��늴�ԃ
�}�_�Դ���g����
��̖(SOYI) 늉����ֵM
���� 늉�*���VA
�·��ʽ IGBT/PWM
���ƶ� ���o����/�h��
����ݔ�� ���� һ�����/�����ľ�
늉� AC 220/380V��15%
�l�� 50HZ/60HZ��3HZ
ֱ��ݔ�� ݔ����� DC 0-20000A�����x�� ����ֵ���40000A
ݔ��늉� DC 0-800V�����x��
ݔ������ ����
ݔ������ ��������: ��1% ��������: ��1%
�l�� 50-5000Hz/1K-20KHZ/20-40KHZ�B�m���{
ռ�ձ� 0%-100% �B�m���{
�@ʾ 늉�ֵ ���ֵ �l��ֵ ռ�ձ�ֵ
����ģʽ ����ģʽ �㉺ģʽ
ݔ����B �����r��늉��Sؓ�d׃����׃�� �㉺�r������Sؓ�d׃����׃��
�� ���C��:��85%
�h����� �Q90%
ؓ�d������ ��1%
������ �ɝMؓ�d�L�r�g����
���o ���oָʾ �t����
���o� ���^�d���������މ����^�����^�����^�ᣬȱ�ౣ�o.
�h�� -10��-45��
��s��ʽ �����L��/ˮ��
|
|
| ���T���e�����M���T |
| ����r�g��2012-02-20
|
|

|