|
�aƷ��̖��TMS-04��
�aƷ���a��1016
�aƷ�r��
�aƷ���a��20130620
Ӌ����λ���_
�� �� �ʣ� 0
�����£�2013-08-12
�P ע �ȣ�1926
���a��I�����ݺ���·�I�x���O������˾
|
|
|
 �c��Iϵ�rՈ��֪ԓ��Ϣ���Խ����b��W�� �c��Iϵ�rՈ��֪ԓ��Ϣ���Խ����b��W�� |
|
|
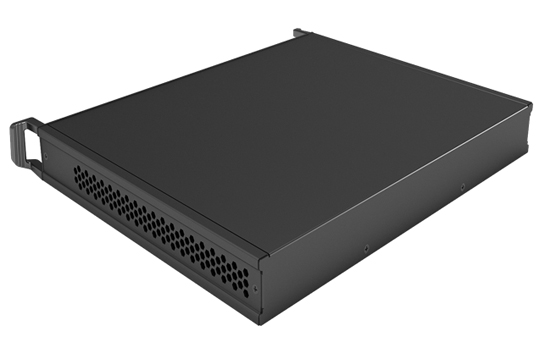
�aƷԔ����B
TMS-04��ˮ���zɰ��ĥԇ�C��Ҫ����ˮ���zɰ��ĥ��ԇҲ�����ڻ�������ʯ�ϵȽ��ĵ���ĥ��ԇ
һ����Ҫ���g������
1��ؓ�ɷ���(KN) 0.20��0.40
2��ؓ�ɷּ�(KN) 0.10
3��ʾֵ�����`��������Sֵ ��1.0%
4��ˮƽ�D�P�D��(r/min) 17.5��0.5
5�����S�c�D�P���ٱ� 35:1
6�����S�c�D�P��ƫ�ľ�(mm) 40��0.20
7�����S�c�D�P�Ĵ�ֱ���`��������Sֵ(mm) 0.50/1000
8�����S�����г�(mm) >80
9��ĥ�^������Ӳ�� ��HRC60
10����������(dB) �����^90
11���m��ԇ��Ҏ��(�L��������)(mm) 150��150��(30-75)
12��늄әC������(kW) ��늙C1.1 ����늙C0.12
13�����γߴ�(mm)(�L��������) ���C720��420��950
14��늿���540��490��1100
�������c
�Ԅӿ��Ɣ����@ʾ���D���`��С��1/4�D��׃�Qؓ�ɷ��㣬�b�����m�C�����Ԅ�ͣ܇���b�á����ȸߣ��|���������ɿ��Ժá�
������������
����1. �_�Cǰ�șz������Ӳ����Ƿ��D���`��Пo����F�C���ȑ��ӝ����͡�
����2����ԇ����ԇ���ij����B�o��JC/T961-2005����ԭJC/T 421-91�� ��6�l��Ҏ���ķ��������M��ԇ��ָ��Ҏ��Ҫ���M�У���ƽ�泯�£�������ĥ�Cˮƽ�D�P�ϣ����ö�λ��ӛ�����ÊA���p�p�̾o��
����3. �����^ؓ���O����20ON���������a����������������D���O����30 �D���������m�b���{����ԇ���Ϸ���Ȼ���_�C�Aĥ���Aĥ�Ǟ����ԇ���cĥ�^�Ľ��|��r��ȥ����Ӄ��{���Aĥ�D���ɾ�ԇ�����ȼ�����ƽ���ȸ�׃����
����4. ĥ����ȡ��ԇ�����߃�����������ƽ�ӷQ����ԓ������ԇ��ԭʼ�|��g1�����ˮƽ�D�P�Ϛ����w�����ۉm��
����5. ���Aĥ�^��ԇ���ٴηŻ�ˮƽ�D�P��ԭ���bλ�÷�ƽ���̾o����ԇ�Ҫ��Q�����^ؓ�ɣ����_�Cĥ40 �D��ȡ��ԇ�����߳��ۉm���Q��g2��
����6. Ӌ��ĥ�p�������_��0.01kg/m2
�ġ��S�o�c���B
����1. ÿ��ԇ�Y����회���ĥ�C��ϴ�Ƀ�����¶����ķ�������������P�ͷ��P��
����2. �C���ȑ���40 #�Cе�ͣ������͘����ģ��������K����̎���͝������Cʹ��һ�º�Q�ͣ��Ժ�ÿ����Q��һ�Σ����K����ÿ��һ�Ρ�
����3. ��݆ĥ�^�ϵĻ�݆Ƭ�|��ĥ�p��0.5g�r������ͬһ�M��݆Ƭ�����{�Qλ�ã���ĥ�p0.5g�r��������̭��
����4. �Չm����ˢ�ӑ���ˢ��ԇ�����棬����ˢ��ĥ�p��Ӱ��Չm�|���r������Q��
����5. �Չm�����ՉmͲ���s�������������hÿ�����ԇ�����һ�Ρ�
�塢ע�����
����1. ����b�Ñ��ɿ��ӵأ��Ա��C��ȫ�ԡ�
����2. ˮƽ�D�P�D�������C�Ϙ���ָʾ�ķ���ҕ�r��형rᘣ���
����3. ʹ�Õr���l�F����푑�����ͣ�C��������ԭ���ų����Ϻ�ʹ��
�����Y���cԭ��
����ˮ��{a}958{/a}�����C�����m������������������ֽM�ɡ�
����ˮ���zɰ{a}878{/a}���C����ĥ�C�Ĺ������֣�ˮƽ�D�P�����S���\�Ӿ���늄әC�ṩ������늙Cݔ�������Ƀɂ���朷քe����ˮƽ�D�P�����S���D����ʹ���S�cˮƽ�D�P�Ă��ӱȞ�35��1��
�������^ؓ�������S����ĥ�^�������������a�����B�ӽM�ɡ������^ؓ�ɞ�200N �r���������S���������^ؓ�ɞ�300N�r�����a���ϼ����aһֻ�����^ؓ�ɞ�4OON �r�����ϼ����a��ֻ��ע�⣺��Փ�Ƿ�����a�����a���ϵ���˨����ĸ���|Ȧ����������tӰ푉��^ؓ�ɣ���
�������S�����г���ƽ��݆���̛Q������rᘰ���ֱ��r�����S�½�����֮���S������
����ˮ���zɰ��ĥԇ�Cˮƽ�D�P�����܊A�oԇ���Ŀ��ߣ��������Ă����^�M�ɣ���ֻ�̶�����ֻ���{������Ͳ�������o���{�A�^ʹ֮�\�ӣ���ʹԇ���A�o����ɡ��aƷ���S�r���b��Ŀ�������������ĥ��ԇ�ģ�����Ñ��M��ˮ���zɰ��ĥ��ԇ�t��횓Q�b�zɰ��ĥ��ԇ��ÿ��ߡ�
�������m����������ʹ�����rĥ�µķۉm�S�r���ߡ�
��������������Á������Դ��ˮƽ�D�P���H�D���������b���Դ늉��Oҕ����0-999 �Δ����Ԅӿ����b�ü��Ԅ�ͣ܇�b�ã�ˮƽ�D�P���D���������O�����_�C��ˮƽ�D�P�µ�݆���±P��ָ�˗U��ÿ�D����һ�Σ��ɽӽ��_�P������̖��o�����䣬ˮƽ�D�P�D���_���O��ֵ����Ԅ�ͣ܇��
�ߡ�ˮ���zɰ��ĥԇ�C����Ҏ��
����1�� ȡ������̎�����ԇ��������ƽ�泯�£�������ĥԇ�C��ˮƽ�D�P������λ��ӛ�����ÊA���p�p�̾o��������200Nؓ�����Aĥ30�D��ȡ��ԇ���߃������Q�أ�ԓ��������ԇ����ԭʼ����g1��Ȼ���ٌ�ԇ���Żص�ˮƽ�D�P��ԭ��λ���Ϸ�ƽ���̾o����ע�ⲻҪ��ԇ���c�D�P֮�g�������w������Ӱ�ԇ���cĥ�^�Ľ��|����ĥ40�D��ȡ��ԇ���߃������Q��g2������ĥ�p�^�̑������m������ԇ��ĥ�p�棬ʹĥ�p�µķۉm���r��ĥ�p�����ߡ�
����2�� ע���Aĥ�Ǟ��˸���ԇ���cĥ�^�Ľ��|��r��ȥ����Ӄ��{�������Aĥ�b�����ԏ�ԇ���ď��ȼ������ƽ���ȶ���׃��
����3�� ��݆ĥ�^�cˮƽ�D�P���෴�����D�ӣ�ĥ�^����ԇ������h��܉�Eĥ����ʹԇ������a��һ���ȏ��s���30mm���⏽�s���130mm�ĭh��ĥ�p�档
����4�� ����݆Ƭĥ�p�����pʧ��0.5g�r������ͬһ�M�Ļ�݆�����{�Qλ�ã���ĥ�p0.5g�r������̭��
|
|
| ���T���e�����M���T |
| ����r�g��2013-01-25
|
|

|